

Corrugated stainless steel tube (CSST) was first developed around 40 years ago in Japan, where gas piping must be able to withstand movement caused by earth tremors. Now used all over the world, its share of UK and European markets is growing steadily.
CSST is manufactured from austenitic stainless steel strip, which is corrugated during the manufacturing process to give it semi-rigid properties, while also maintaining its strength and resistance to impact. This CPD article will relate specifically to the application of CSST in the UK market; local codes and standards will differ around the world.
CSST is mainly used between the outlet of the gas meter – or second stage regulator for liquid petroleum gas (LPG ) – and the inlet to fixed appliances, as an alternative to rigid pipe materials such as steel and copper. It can be used in domestic, commercial and industrial applications. CSST in the UK market will be manufactured to BS 7838:1996 Specification for corrugated stainless steel semi-rigid pipe and associated fittings for low-pressure gas pipework of up to DN 50 and/or BS EN 15266:2007 Stainless steel pliable corrugated tubing kits in buildings for gas with an operating pressure up to 0.5 bar.
Both standards result in assured products, but CSST manufactured to BS 7838 may be used in a broader range of situations, such as being routed externally and being buried directly in the ground or screed without additional corrosion protection.
The outer jacket of a BS 7838 product is typically thicker (minimum 0.5 mm) than that of a BS EN 15266 product (which has no minimum specification). The outer jacket of a BS 7838 product is also manufactured and tested to be resistant to the effects of ozone, ultraviolet light and higher temperature ranges.
If a product manufactured to BS EN 15266 is to be used externally or in harsher environments, additional corrosion and mechanical protection needs to be applied, as would be required for rigid steel and some copper applications. Both standards cover first, second and third family gases.
First family gas – Manufactured gases such as coal gas, used in the UK until conversion to natural gas was undertaken between 1967 and 1977.
Second family gas – Natural gas, which is predominantly used in the UK and supplied from the national gas network.
Third family gas – Liquefied petroleum gas (LPG), which includes propane and butane (usually supplied in bulk vessels or cylinders).

Figure 1: Reels of CSST on sire, with pipework routed up external ventilated risers

Figure 2: Simplified schematic of a typical bivalent biomass system
Manufacture and supply of CSST
CSST is available in diameters ranging from DN 12 to DN 50 (nominal diameter 12 mm to 50 mm), making it suitable for most domestic, commercial and many industrial gas installations.
Products manufactured to BS 7838 will be certified to a maximum operating pressure of 0.075 bar, whereas BS EN 15266 allows pressures up to 0.5 bar. As the majority of natural gas installations downstream of the gas meter will rarely be higher than 21 mbar (0.021 bar), and for LPG installations, 37 mbar (0.037 bar) after the second stage regulator for propane and 28 mbar (0.028 bar) for butane, both standards stipulate operating pressures significantly higher than would be typically encountered.
Where higher pressures are required – for example, for industrial processes – the CSST manufacturer should be consulted, as higher operating pressures may be permissible.
CSST is manufactured from stainless steel strip that, when manufactured to BS 7838, falls into the ‘300 series’ classification of stainless steel. Products manufactured to BS EN 15266 will comply with the requirements of BS EN 10028-7 Flat products made of steels for pressure purposes. Stainless steels, and may have classifications such as 1.4306 and 1.4404, indicating the properties of the steel, including maximum carbon content and minimum nickel content.
During manufacture, the stainless steel strip is rolled into a tube, with a single longitudinal butt weld along the seam. The smooth tube is then annularly corrugated so it becomes semi-rigid and can be bent and formed by hand. Some manufacturers of CSST anneal (or soften) the stainless steel during the manufacturing process, which can result in the product being less resistant to mechanical damage.
This should be considered when specifying CSST and the environment through which it will be routed. Where a product is not annealed during the manufacturing process, the product will be more resistant to mechanical damage.
Following the formation and corrugation of the CSST, a yellow polyethylene outer jacket is extruded over the bare stainless steel. This is primarily to provide corrosion protection. If the product is manufactured to BS 7838, the outer jacket must contain protection against attack from ozone and ultraviolet light and be suitable for continuous use at an ambient temperature of 95°C. Other provisions that may be designed in to the outer jacket include chemicals that prevent flame spread and reduce smoke density when exposed to a fire.
Manufacturers also need to follow robust quality and testing procedures to ensure the product they supply is gas-tight when it leaves the manufacturing facility. The gas-tightness test involves a pressure test at 2 bar (26 times the maximum operating pressure of a
BS 7838-compliant product).
CSST is typically supplied on wooden reels (similar to electrical cable) of various lengths up to 90 m, rather than in the shorter straight lengths of rigid pipe. Some CSST manufacturers also supply shorter lengths in a ‘kit’ format, typically in lengths under 15 m.
Being semi-rigid and available in long lengths, a significant benefit of using CSST is that far fewer joints are needed than with rigid steel or copper gas piping, so there are less potential leak sources. It also makes CSST much faster to install than rigid materials.
CSST is also very light compared to rigid materials, so is easier to transport and store on site. As an example, a 45 m reel of DN 50 CSST will weigh approximately 55 kg, compared to more than 200 kg for the equivalent length and size of rigid steel pipe. CSST assembly only requires the use of standard hand tools, eliminating the need for threading machinery/ tools and the associated need for on-site electric power. Joint assembly is simple, and the CSST fittings can be reused several times if repair or re-routing is required.
Installation of CSST
Each manufacturer of CSST will provide a range of fittings allowing its CSST to be joined to rigid materials or, if required, to join CSST to CSST – manufacturers’ fittings are not interchangeable.
Most CSST fittings form a metal-to-metal seal between the brass fitting and stainless steel pipe. Where this form of seal is achieved, no jointing compound or PTFE tape may be used on the metal-to-metal sealing faces or internal thread section. Some fittings, however, will need a washer (or similar gasket) between the sealing faces to form a gas-tight seal. If this seal is required, it must only be a washer/gasket as specified and supplied by the manufacturer.
There will also be differing methods to form the sealing face on the CSST. Some manufacturers will use a fitting that automatically forms a flare on the end of the CSST when the fitting is tightened; in this case, no specialist tools are required. Other manufacturers require specialist tools for their product.
In all cases, assembly of the CSST fittings must be carried out in accordance with the manufacturer’s instructions.
Once the fitting has been assembled and a gas tightness test completed, any exposed stainless steel needs to be wrapped with the manufacturer’s approved tape. This is typically a self-amalgamating silicone tape that forms a water tight seal between the fitting and the outer jacket of the CSST. If this seal is not achieved, corrosion of the stainless steel may occur.
Installation standards
All of the standards below (see table 1) include guidance on how CSST should be installed, but the most important consideration is the CSST manufacturer’s specific installation requirements. Both BS 7838 and BS EN 15266 place a requirement on the manufacturer to provide guidance on the installation requirements of its product.
In many cases these will follow the same principles as the normative documents listed above. However, in some cases, the manufacturer’s specific guidance will take precedence. It is for this reason that the Gas Safe Register considers manufacturers’ instructions to be ‘appropriate standards’ for compliance with legislation such as the Gas Safety (Installation and Use) Regulations.

Table 1: A selection of relevant installation standards for CSST
General installation practices
CSST is installed following the same general principles as rigid pipework.
Sleeving – Although CSST has a yellow polyethylene outer jacket, it must still be sleeved where it passes through any wall or solid floor.
The sleeve itself needs to be made of a material that is capable of containing gas, such as copper, steel or PVC. The sleeve needs to be secured to the fabric of the building (with an appropriate adhesive such as cement), and the annulus space between the CSST and the sleeve sealed at one end only with a non-setting fire-resistant compound. The seal should, where possible, be inside the property, so any potential gas escape within the sleeve will ventilate to the outside air.
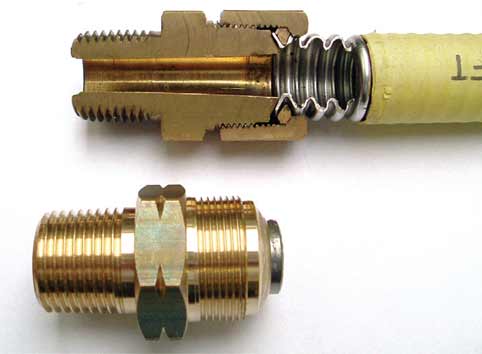
Figure 3: Section through typical CSST fitting (CSST to male BSP) showing flare for sealing face
Support – CSST must be supported at regular intervals along its length. The maximum interval between supports will depend on
the pipe diameter (see Table 2 for example intervals). CSST manufacturers may also specify different intervals, depending on whether or not the pipe is annealed.
Pipework within fire escape routes/shafts – CSST can also be installed in one continuous length through protected shafts and fire escape routes. CSST used for this application will need to meet the requirements of Fire Test A, detailed in Annex A of BS EN 1775:2007 Gas supply – gas pipework for buildings – maximum operating pressure less than or equal to 5 bar – functional recommendations. If the CSST meets this standard, it will be deemed to have a minimum 120-minute fire resistance, and will meet the requirements of the Building Regulations for such installations.
Access to fittings – CSST fittings are deemed to be ‘mechanical fittings’ and, as such, should not be concealed within the fabric of the building, and must remain accessible. This does not prevent fittings from being concealed in such areas as risers or ceilings, providing an appropriately-sized access panel is also installed.
Pipe sizing – When sizing a typical gas installation, the maximum pressure drop between the outlet of the meter and the inlet to any connected appliance must not exceed 1 mbar when operating at maximum flow (all appliances in operation).
As CSST is a corrugated pipe, there is a slightly higher pressure drop compared to smooth bore pipes of similar diameter. Sizing of CSST installations follows the same principles as smooth bore pipes but, rather than using the sizing data published in installation standards such as BS 6891, it is prudent to use the data published by the CSST manufacturer. This data will be more accurate than the generic data published in the standards and will, therefore, result in more efficient (and economical) installation design.
Due to the longer lengths available, it is more common to design a CSST installation as a radial system (fed from a manifold), rather than a series pipework installation (which is the traditional UK method). This often allows smaller pipes to be used, which also requires less space.

Table 2: Recommended maximum interval between pipe supports (taken from BS 6891:2005)
Burial of CSST – CSST manufactured to BS 7838 can be buried directly in the ground or screed without the need for additional corrosion or mechanical protection. Products only manufactured to BS EN 15266 should not be used in this way. The burial depth will depend on the application. If a pipe is to be buried in the screed in domestic premises, a minimum of 25 mm depth of cover above the pipe would be needed; if buried externally – for example, below a path – it would require a minimum of 450 mm cover above the pipe (Figure 4).

Figure 4: CSST manufactured to BS 7838 being buried directly in the ground
Pipework passing through voids – It is a requirement of the Gas Safety (Installation and Use) Regulations 1998 that any void through which a gas pipe passes must be adequately ventilated. The requirements for ventilation of voids can be found in various installation standards, depending on the situation. Specific details for services in ducts and risers can be found in BS 8313:1997 Code of practice for accommodation of building services in ducts.
If a void cannot be readily ventilated, it is possible to pass a duct through that void (which is ventilated at each end to a safe space) and
then pass the gas installation pipework through the duct. The benefit of using CSST for this application is that, as it is semi-rigid, it can be passed easily through a secondary containment such as a flexible polyethylene duct. This is often the method chosen by designers where pipework has to pass from a ventilated riser, through an unventilated ceiling void above a corridor, to individual apartments (see Figures 5 and 6).

Figure 5: CSST inserted into polyethylene secondary containment

Figure 6: Secondary containment passing through unventilated ceiling void (with CSST inside)
Flux and other contaminants – If soldering of copper pipework is being undertaken in the vicinity of CSST, it is important that no flux comes into contact with the CSST. Flux is highly corrosive and will cause pinholing in the CSST in a relatively short space of time. If flux does come into contact with CSST, it should be washed off immediately and the CSST thoroughly dried.
Other contaminants – Chlorine-based products, such as cleaning fluids and some leak detection fluids (LDF), can affect the integrity of CSST. If LDF is used, it must be suitable for use with stainless steel, be non-corrosive and manufactured to BS EN 14291:2004 Foam producing solutions for leak detection on gas installations. After use, the CSST should be thoroughly flushed and dried.
By employing CSST, the installation time may be significantly reduced – manufacturers suggest that it can save 75% of installation time – by reducing the jointing needs and allowing the forming of bends by hand. Fewer joints will reduce the opportunity for leaks and will not require threading, welding or soldering. The relatively lightweight two-hour fire-rated material is designed to withstand normal shrinkage and movement in buildings, and when manufactured to BS 7838, can be buried directly in the ground or in concrete screed.
© Jamie Cooper and Tim Dwyer, 2013.